Voici une vidéo d’un test de changement d’outils, avec une prise de hauteur d’outil sur le toolsetter.
La fraiseuse Cortini L300 est une micro fraiseuse industrielle de fabrication Italienne des années 80, assez rare. Souvent vendue à des lycées techniques pour un montant d’environ 200 000 FF HT, elle fut souvent abandonnée et revendue pour son manque de fiabilité au niveau de son électronique. Cortini est un fabricant Italien qui a cessé son activité et a été racheté par Fidia en 1990. La qualité de fabrication mécanique était plutôt très bonne. Malheureusement, comme pour les motos italiennes de la même époque, la fiabilité électrique et électronique n’était pas au rendez-vous.
Celle-ci a suivi ce parcours. Arrivée dans mon atelier, elle a dû subir une paire de réparations plutôt simples (notamment un faux contact vicieux sur un connecteur de moteur pas à pas qui lui a probablement value sa mise au rebut), ainsi que le changement complet de l’électronique de commande. J’ai remplacé l’électronique d’origine par quelque chose de nettement plus performant et plus moderne, à savoir le logiciel Mach3 avec ses écrans en langue française, secondé par une interface de puissance 5×03, une interface 5 axes pour moteurs pas à pas avec gestion des sécurités, réalisée par mes soins. Un automate Twido piloté en Modbus se charge du changeur d’outils.
Modbus est un protocole de communication non-propriétaire, créé en 1979 par Modicon (absorbée en 1996 par Schneider Electric).
Mach3 est un logiciel sous Windows à faible coût, développé dans les années 2000 par Art Fenerty et une communauté d’utilisateurs passionnés, permettant le contrôle d’une machine d’usinage à commande numérique, principalement des tours ou des fraiseuses. Il permet de contrôler jusqu’à 6 axes principaux synchronisés, à partir d’un programme G-code.
J’ai été à l’origine de l’introduction du protocole Modbus dans Mach3, projet auquel j’ai fortement participé, pour son développement et sa fiabilisation, ainsi que la création d’une interface en français. C’est avec satisfaction que j’ai pu utiliser ce protocole bien des années plus tard, pour piloter l’automate du changeur d’outils de cette L300. Modbus semble être devenu incontournable dans le monde du libre, on le voit même aujourd’hui intégrer certains routeurs basés sur Linux (exemple : Mikrotik). Mach3 est toujours aujourd’hui un logiciel incontournable dans le monde de la machine à commande numérique amateur ou institutionnelle.
Les autres problèmes rencontrés :
– le moteur de broche a nécessité un rebobinage partiel, parce que ses enroulements d’excitation, initialement toujours sous tension, ont rendu l’âme après quelques mois.
– la carte de contrôle de la vitesse de broche se comportait parfois de façon erratique. Après quelques heures de recherche, il s’est avéré que l’entrée de commande en 0-10V était non filtrée, ce qui induisait des interférences hautes fréquences, qui une fois redressées, perturbaient complètement la régulation au point d’empêcher le démarrage de la broche. L’ajout d’un filtrage passe-bas a permis de fiabiliser cette carte.
– certains capteurs de proximité, dont celui de présence d’outil, dans le nez de broche, ont dû être remplacés.
– la carte de contrôle électrique du changeur d’outils a rapidement été identifiée comme défaillante et souffrant de plusieurs erreurs grossières. Il a donc fallu la remettre en état et corriger ces erreurs.
– les contacteurs dans le changeur d’outils, un système de confirmation de la position du bras du changeur par un code BCD, avaient tous une résistance de contact très aléatoire. Donc remise en état et réglages.
– les distributeurs pneumatiques du changeur d’outils ont nécessité une remise en état (fuites d’air).
– le changeur d’outil a nécessité pas mal d’heures de travail en plus des quelques réparations purement électriques et pneumatiques, pour réaliser un interfaçage avec le logiciel Mach3. Un automate Twido a été utilisé pour un programme de type séquentiel GRAFCET, intégrant la génération des impulsions pour la commande de rotation du bras par un moteur pas à pas. Cet automate est piloté depuis Mach3 par le protocole Modbus, en RS485 2 fils. Cette partie du projet de remise en état de la fraiseuse a été la plus longue : environ un mois de travail pour réaliser le programme de l’automate, l’écran de commande du changeur et les macros dans le logiciel Mach3 ainsi que la réalisation du câblage avec la commande de puissance du moteur pas à pas du bras de changement d’outils.
La structure du logiciel de commande du changeur d’outils est particulièrement intéressante en termes de logique, de multitâche et de communication. Pour la partie qui tourne dans l’automate Twido, ce dernier doit gérer la génération des impulsions en temps réel pour la rotation du bras et la sécurité de fonctionnement à travers la vérification de la position du bras et des divers capteurs. La partie qui tourne dans le logiciel Mach3 doit gérer la correspondance entre les numéros d’outils demandés dans le programme G-code et les outils présents dans le changeur, la sécurité, et les arrêts programmes pour changement d’outil manuel si un outil non présent dans le changeur à 6 positions est demandé dans le programme G-code. Vu le jeu d’outils restreint, cette fonction était nécessaire pour permettre la réalisation de pièces complexes avec certains outils non disponibles dans le changeur. Les deux parties du logiciel communiquent en Modbus, Mach3 gère les changements d’outils à travers son système de macro, et le retour d’information en provenance de l’automate avec son système « brain ». Tout problème au niveau du changement d’outils se traduit immédiatement par l’arrêt du programme G-code pour éviter tout accident sur la broche.
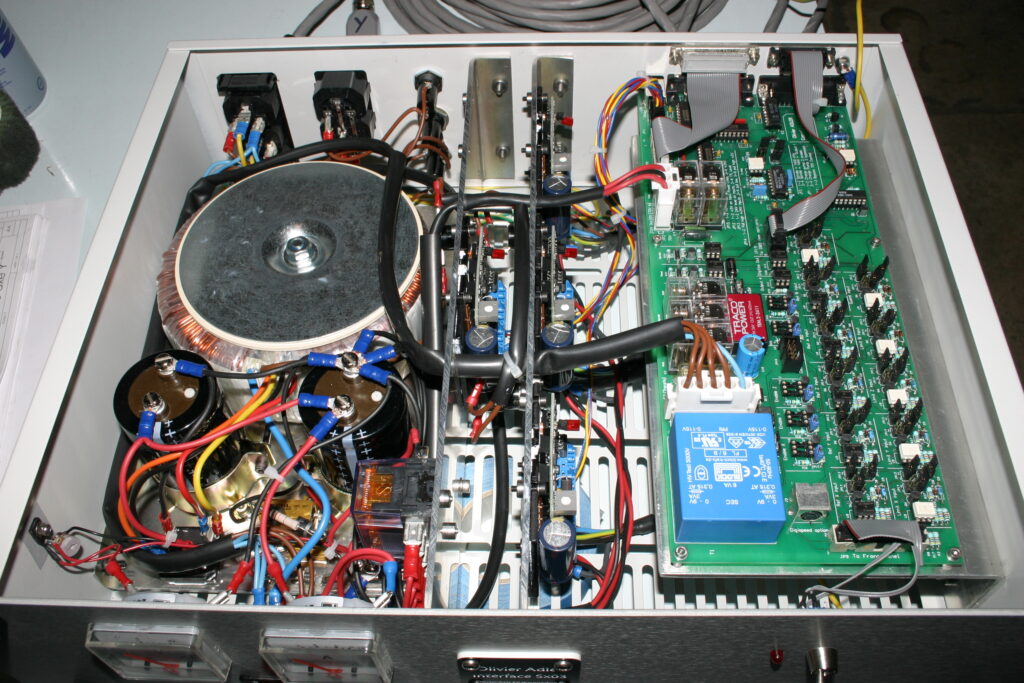
L’électronique de commande de la broche et du changeur d’outils

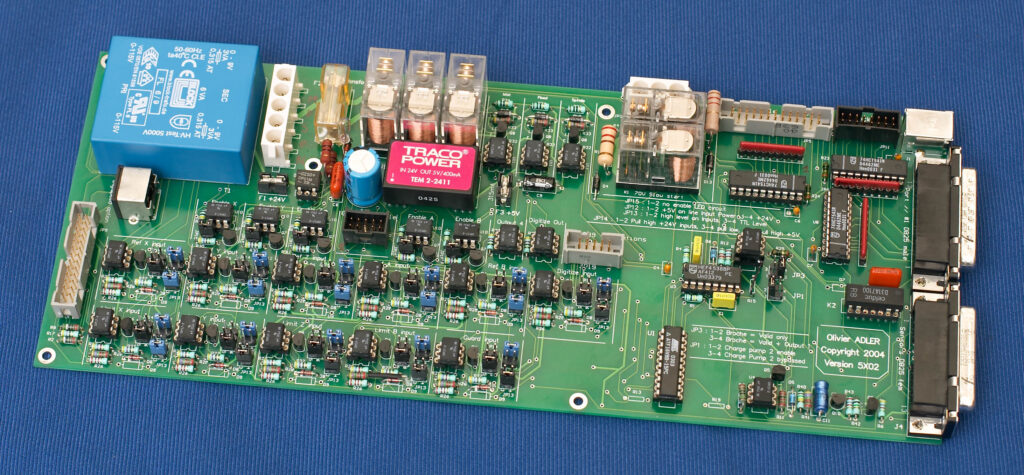
L’interface de commande des moteurs pas à pas

Répondre à Filippo Annuler la réponse