Si cet article vous a été utile ou agréable, pensez à faire un petit don en retour pour aider au financement de l’hébergement du site.
Le serrage d’une vis devient élastoplastique lorsqu’on dépasse la limite de résistance élastique. C’est donc un serrage avec déformation de la vis, qui ne peut être utilisée qu’une seule fois. C’est de plus en plus utilisé dans les assemblages modernes. Pourquoi ? Il permet une meilleure répétabilité d’un serrage à l’autre et un serrage plus robuste dans le temps.
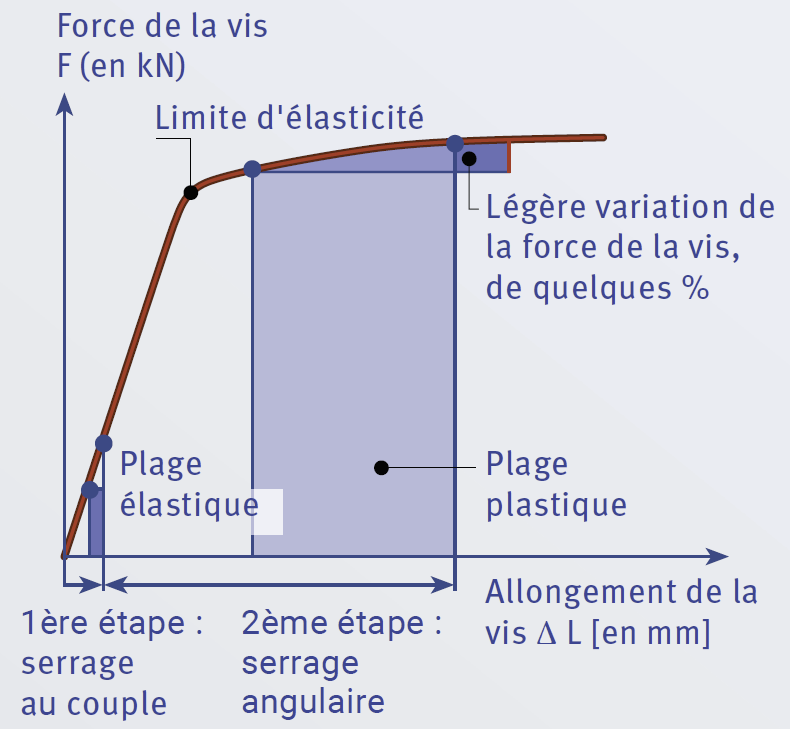
Dépasser la limite de résistance élastique lors du serrage permet d’obtenir une précontrainte plus élevée et mieux maîtrisée. Dans la zone élastoplastique, l’effort de traction dans la vis varie moins pour une même variation de couple, ce qui réduit fortement la dispersion du serrage liée aux frottements et aux tolérances.
La plastification partielle de la vis conduit à un allongement permanent, rendant la force de serrage plus stable dans le temps. Cette précontrainte élevée permet aux pièces assemblées de reprendre l’essentiel des charges externes. La vis subit alors des variations de contrainte plus faibles, ce qui améliore nettement la tenue en fatigue.
Le serrage devient aussi plus tolérant aux phénomènes réels comme l’écrasement des rugosités, la relaxation ou les cycles thermiques. C’est le principe des serrages dits TTY (torque-to-yield), largement utilisés dans l’industrie automobile et aéronautique. En revanche, la plastification impose que la vis soit considérée comme consommable.
Le procédé nécessite un dimensionnement précis du matériau et de la géométrie de la vis. Il exige également un process de serrage contrôlé, souvent par angle plutôt que par couple seul.
La zone élastoplastique se situe entre la limite d’élasticité et la résistance de rupture à la traction.
Par exemple pour une vis en classe 8.8, entre Re : 640 et Rm : 800 MPa (ou N/mm²). Au delà de 800 Mpa, on entre dans la striction puis la rupture, donc zone non exploitable pour le serrage.
En théorie, le pourcentage de contrainte admissible jusqu’à la fin de la zone élastoplastique pour une vis 8.8 est égal à environ 125%.
En pratique, pour un serrage élastoplastique maîtrisé, on vise juste au-dessus de Re, typiquement 650 à 720 MPa en contrainte moyenne dans la section résistante, soit environ 102 à 113%.
On ne s’approche jamais trop près de Rm pour garder une marge de sécurité.
Dans ma feuille de calcul : https://www.stonerecording.art/2026/02/03/feuille-de-calcul-et-formules-de-calcul-pour-le-serrage-au-couple-et-le-serrage-angulaire/
On peut obtenir approximativement un serrage élastoplastique en augmentant le pourcentage de contrainte admissible, de 85% à une valeur égale ou légèrement supérieure à 100%.
Le serrage angulaire devient obligatoire, car au delà de Re le couple ne varie presque plus. Une visserie de haute qualité est indispensable pour éviter des surprises…
Attention, les formules utilisées dans la feuille de calcul ne prennent pas en compte les modifications qui s’opèrent lorsqu’on arrive dans la zone élastoplastique, donc à utiliser avec des valeurs peu supérieures à 100%. En tant qu’amateur, à utiliser pour des assemblages qui ne mettent pas en jeu la sécurité des personnes, sauf études sérieuses, vérifications, et matériaux parfaitement connus et testés.
Ce qui se passe juste au-delà de la résistance élastique (Re) :
- la loi contrainte–déformation devient non linéaire
- le module tangent Et devient inférieur à E
- la vis s’allonge plus pour un même incrément de force
Conséquence :
- la raideur de la vis kv diminue
- donc keq diminue (la raideur équivalente de l’assemblage)
- donc mes formules surestiment la force obtenue pour un angle donné. Mathématiquement, le calcul est réalisé avec une raideur trop élevée.
Mais dans la plage typique de serrage élastoplastique (≈ 102 à 110 % de Re) :
- la plastification est localisée
- la non-linéarité reste modérée
- l’erreur sur la force est souvent de l’ordre de quelques pourcents
Donc :
- le serrage couple + angle fonctionne
- mais on ne cherche plus une force exacte
- on cherche un allongement reproductible
Au-delà de Re, ne sont plus rigoureusement valables :
- un Ev constant
- un kv constant
- une relation linéaire entre l’angle de rotation et la force de serrage Δθ↔ΔF
Pour être rigoureux, trois approches possibles :
1. Approche industrielle (la plus courante)
- on garde les formules du serrage angulaire classique
- mais on calibre expérimentalement l’angle final. C’est ce qui est fait en automobile et aéronautique.
2. Approche analytique améliorée
- remplacer Ev par un module tangent Et
- calculer un kv(F) variable
Faisable, mais lourd et matériau-dépendant
3. Approche numérique
- Loi élastoplastique de la vis
- FEM (méthode des éléments finis), référence ultime, mais pas un outil de prod. Utilisé pour la validation.
Le remplacement des vis après démontage, pourquoi c’est impératif ?
- Le serrage a provoqué un allongement plastique permanent de la vis.
- Au remontage, la vis ne revient pas à sa longueur d’origine → le lien angle → précharge n’est plus valable.
- Une vis déjà plastifiée risque :
- une précharge insuffisante,
- une dispersion incontrôlée,
- voire une rupture lors du nouveau serrage.
On perd l’avantage recherché par ce type de serrage.
Si cet article vous a été utile ou agréable, pensez à faire un petit don en retour pour aider au financement de l’hébergement du site.
Laisser un commentaire